
In the world of heavy machinery and industrial automation, hydraulic hoses are the unsung heroes. They are the lifelines of excavators, aircraft landing gear, and offshore oil rigs. But if you’ve ever seen a high-pressure hose fail on a job site, you know that not all hoses are created equal.This article will tell you how hydraulic hoses are manufactured.
As a Chief Engineer with 30 years in the trenches of rubber chemistry and steel reinforcement, I’ve seen the industry evolve from basic fabric braids to ultra-high-pressure spiral monsters. If you are looking to understand how these critical components are made, or if you’re a manufacturer looking to optimize your production line, you’ve come to the right place.
In this deep dive, we’re going to break down the hydraulic hose manufacturing process, explore the secrets of rubber compounding, and explain why impulse testing is the ultimate gold standard for quality.
- The Anatomy of a High-Performance Hydraulic Hose
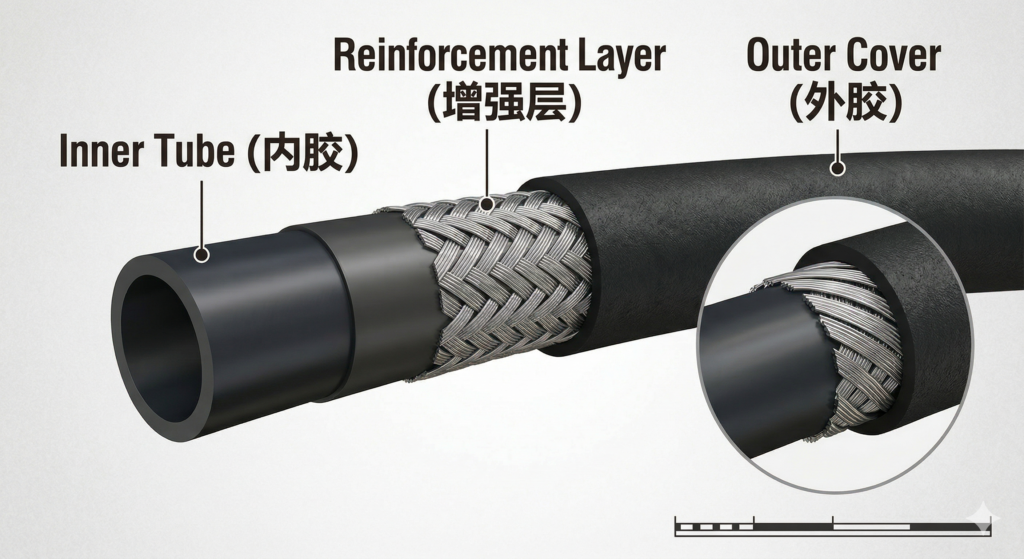
Before we talk about machines and heat, we have to talk about design. A hydraulic hose isn’t just a rubber tube; it’s a high-tech sandwich.
The Inner Tube: The Chemical Guardian
The inner tube is the only part of the hose that actually touches the hydraulic fluid. Whether you’re running petroleum-based oils, water-glycol, or biodegradable fluids, this layer must be chemically inert.
Most Common Material: Nitrile (NBR). It’s the king of oil resistance.
The Engineering Secret: We adjust the “Acrylonitrile” content. Higher content means better oil resistance but makes the hose stiff as a board in cold weather. It’s a delicate balance.
The Reinforcement: The Muscle
This is what keeps the hose from blowing up like a balloon.
Braided Hoses: Great for flexibility and medium pressure (think SAE 100R1 or R2).
Spiral Hoses: These are the heavy hitters. The steel wire is wrapped in parallel layers. This design handles the brutal “pressure spikes” found in modern construction equipment.
The Outer Cover: The Armor
The cover fights the outside world—UV rays, ozone, salt spray, and abrasive rocks.Materials: Chloroprene (CR) or Tough Cover (UHMWPE) coatings for extreme abrasion resistance.
- The Art of Rubber Compounding (The Secret Sauce)
In my 30 years, I’ve learned that the mixing room is where a hose’s destiny is decided. Rubber compounding is more like baking a cake than building a bridge.
The Masterbatch
We start with raw polymers, but then we add the “spices”:
Carbon Black: This gives the hose its black color and, more importantly, its strength and UV protection.
Accelerators & Sulfur: These are the “yeast” that will later cause the rubber to cure (vulcanize).
Plasticizers: These keep the hose flexible at -40°F.
The Mixing Process
Using a Banbury Mixer, we shear these materials together under intense pressure and heat.
Chief Engineer’s Tip: Watch your Mooney Viscosity. If the rubber is too thick, it won’t extrude smoothly. If it’s too thin, your steel wire reinforcement will sink right through it during production.
- Precision Extrusion: Creating the Core
Now that we have our rubber, it’s time to shape it. We use an extruder, which is essentially a giant, heated screw that pushes the rubber through a die.
Mandrel vs. Mandrel-less
Mandrel-Built: We extrude the rubber onto a solid plastic or steel “stick” (mandrel). This ensures the inside diameter (I.D.) is perfect. If you want a hose that meets tight tolerances for high-pressure fittings, mandrels are the way to go.
Long-Length Production: Here, we use air pressure to keep the tube open. It’s faster and allows for 500-foot reels, but it’s harder to control the precision.
- Reinforcement: The High-Speed Ballet
This is the most mesmerizing part of the factory. If you’re making a wire braided hydraulic hose, you use a braiding machine. If it’s a high-pressure hose, you use a spiral winder.
The Neutral Angle: The Magic Number
Every engineer knows the number: 54° 44′.
This is the “Neutral Angle.” If the steel wire is applied at this exact angle, the hose will not get longer or shorter when you pressurize it. If your machines are off by even 1 degree, the hose will “squirm” under pressure, leading to premature failure at the couplings.
Tension Control
In the market, quality is defined by consistency. We use electronic tensioners to ensure every single strand of steel wire is pulled with the exact same force. A “loose” wire is a weak point that will snap during an impulse surge.To ensure safety and performance, modern manufacturers adhere strictly to the SAE J517 hydraulic hose standards.”
- Vulcanization: Locking in the Strength
At this stage, the hose is still “green”—the rubber is soft and tacky. We need to trigger a chemical reaction called vulcanization.
Most high-end hoses are wrapped in nylon tape before going into a giant steam pressure cooker called an autoclave.
- The heat causes the sulfur atoms to form “bridges” between the rubber molecules.
- The pressure from the nylon wrap forces the rubber to bond into the crevices of the steel wire.
The result? A monolithic structure where the rubber and steel are one. This is why you can’t easily peel the cover off a high-quality hose.
- Testing the Limits: Why Impulse Testing Matters
In the , liability and downtime are expensive. That’s why we don’t just “check” the pressure; we try to kill the hose in the lab.
Static Pressure vs. Impulse Pressure
Any hose can hold a steady pressure for a minute. But in the real world, a hydraulic cylinder slams open and shut, creating “shocks.”
Impulse Test: We heat the oil to 212°F (100°C) and spike the pressure to 133% of the working limit, twice a second, for 1 million cycles.
If the hose survives, it’s “Total Performance” certified.
- How to Optimize Your Production (The Business Side)
If you’re running a plant, you’re worried about cost control. Here is how we do it without cutting corners:
Reduce Scrap with Laser Micrometers: Install laser sensors right after the extruder. If the wall thickness drifts by 0.1mm, the machine adjusts automatically. This saves miles of wasted rubber every year.
Optimize the Cure Cycle: Using a “Rheometer,” we can find the exact second the rubber is perfectly cured. Pulling the hose out of the autoclave 5 minutes earlier can increase your daily output by 10%.
Alternative Cover Materials: For hoses that don’t see sunlight, switching from expensive CR to a high-quality SBR blend can save 15% on material costs without affecting the pressure rating.
- Conclusion: The Future of Hydraulics
The industry is moving toward “Smart Hoses” with embedded sensors that tell you when they are about to fail. But until that becomes the global standard, the fundamentals remain the same: Precision Chemistry, Perfect Angles, and Brutal Testing.
Manufacturing hydraulic hoses is a labor of love. It’s a mix of old-school rubber smells and new-school digital precision. Whether you are buying a hose for your fleet or building them for the world, remember: the quality is in the layers.
Whether you need to source high-volume standard hoses or require a custom-engineered solution for extreme environments, we are here to help.https://zhongxianghose.com/collections/hydraulic-hose/How to contact us https://zhongxianghose.com/contact-us/
ExxonMobil’s technical insights on high-performance synthetic rubber.http://ExxonMobil Chemical Product Technical Resources
Technical white papers on Krynac® NBR and acrylonitrile (ACN) content optimization.http://ARLANXEO Krynac® NBR Technical Documentation
DuPont’s technical resources for advanced elastomers and reinforcement fibers.http://DuPont Performance Materials Technical Library
